|
BS7609 & BS7727 The British Standards
Our Elpress terminals comply with...................
BS7609:1992+A2:2009
Code of practice for
installation and inspection of uninsulated compression and
mechanical connectors for power cables with copper or aluminium
conductors
BS7727:1994
Code
of practice for installation and inspection of pre-insulated
compression terminals and connectors for cables with copper
conductors up to 6 mm2 (10AWG)
SCROLL
DOWN FOR MORE INFO...
Crimping Systems to BS7727 & BS7609
 What
is crimping? What
is crimping?
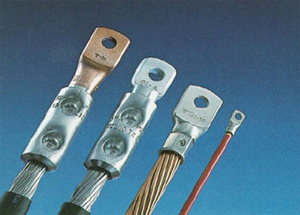
A way to, with a suitable tool and through high force, crimp a
metal terminal to give a permanent deformation around an
electrical conductor, to achieve good electrical connection.
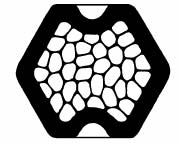
Different crimp shapes and forms
What is
BS7727:1994?
BS7727:1994
Code of practice for the installation and inspection of
pre-insulated compression terminals and connectors for cables
with copper conductors up to 6mm2
What is
BS7609:1992+A2:2009?
BS7609:1992+A2:2009
Code of practice for the installation and inspection of
un-insulated compression and mechanical connectors for power
cables with copper conductors of 10mm² and above, or aluminium
conductors of 16mm² and above
What are the
intentions?
Both codes of practice intend to give guidance to manufacturers
and contractors who use compression and mechanical connectors to
enable cables to be terminated using good engineering practice
and to provide quality control guidance for the tooling.
”all terminals looks the same”
”there are a lot of tools to use”
”this has always worked” Etc.
What are the requirements for connectors?
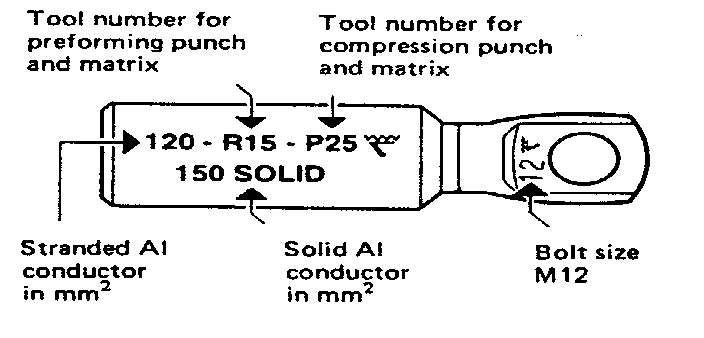
Markings
Reference on the barrel or palm to enable user to choose
correct size and type.
It should allow correct die and tool to be selected from
manufacturers list.
Careful attention to the position of die head on barrel and
number and order of compressions if multiple.
Covers preparation of copper and aluminium conductors.
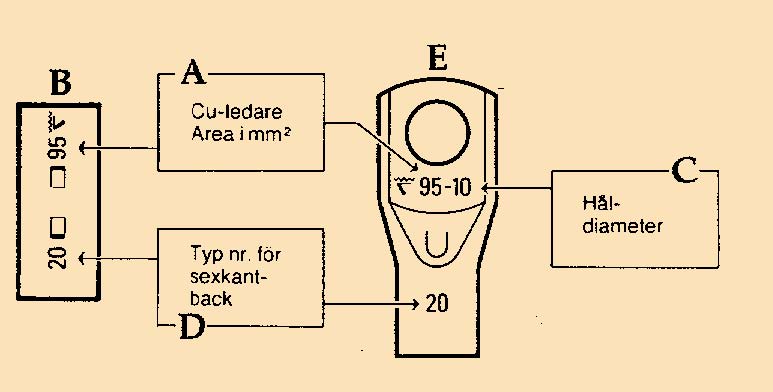
A) Conductor
area
B) Logotype
C) Stud size
D) Die id.-number(system identification)
E) Die number imprint
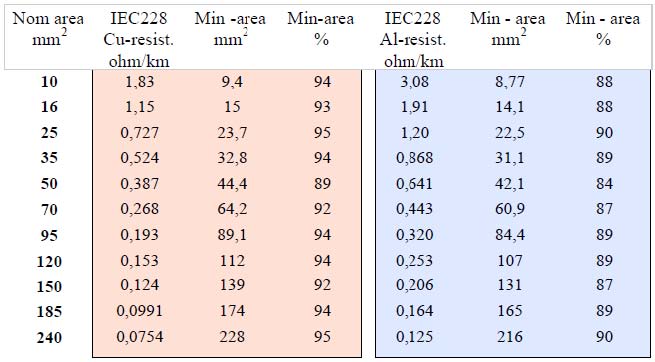
The international standard BS EN60228 specifies the nominal
cross sectional area for conductors in electrical cables.
Requirements for numbers and sizes of wires and resistance values
are also specified.
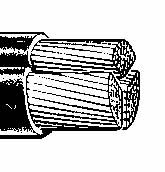
Different types
–Solid (BS EN60228 Class 1)
–Stranded (BS EN60228 Class 2)
–Flexible (BS EN60228 Class 5)
–Highly Flexible (BS EN60228 Class 6)
Most conductors meet the requirements of BS EN60228, (IEC 228),
which gives the max resistance per km. This means that a nominal
95mm² conductor does not necessarily have to have this exact
cross section area (CSA) as long as the resistance is
sufficiently low to meet the standard. The cable manufacturer
can benefit from this by using a lower resistivity material and
a smaller CSA.
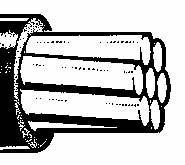
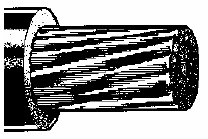
Is this ok?
(see arrow)
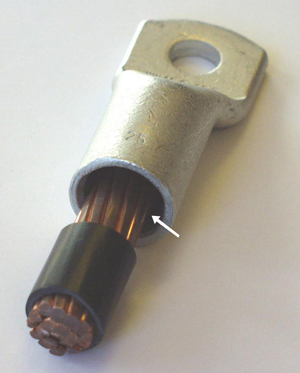
Rather large clearance in
Elpress KRF-terminals!
This terminal type is designed for both stranded and flexible
conductors.
It therefore has a wider neck and is crimped more than a type
that only can take stranded conductors.
Hence the answer: Yes!
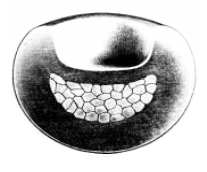
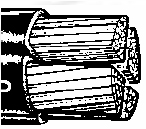
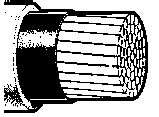
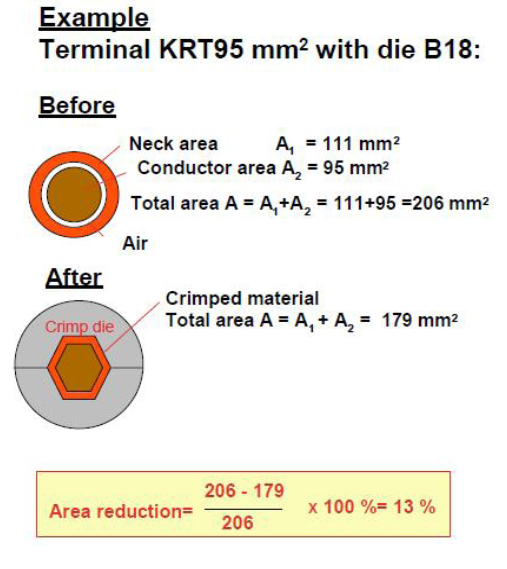
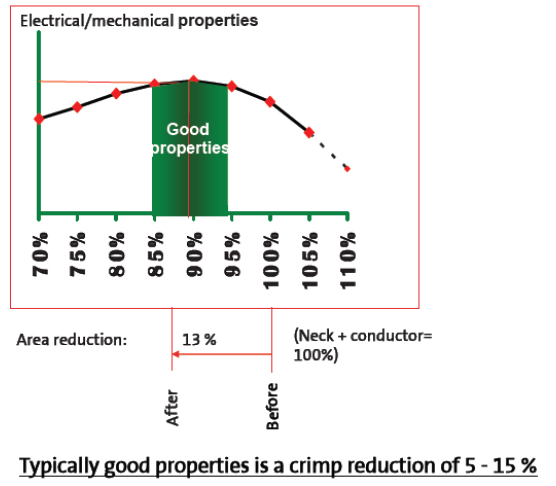
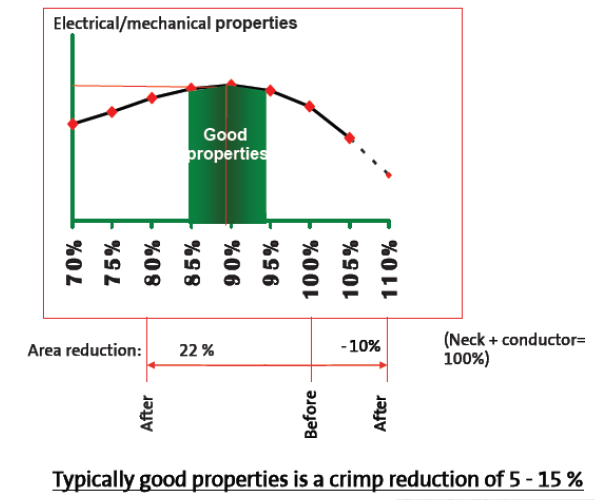
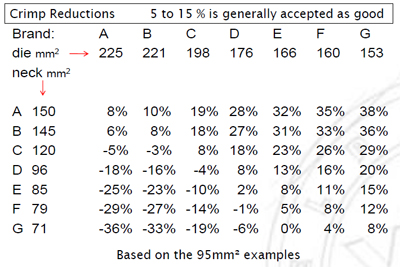
Various compression results

It is very difficult to visually see that there is far too small
cross section area reduction.
When crimp systems are mixed - the result is normally a decrease
in functional margins.
If there is a mix - how shall the end user see this?
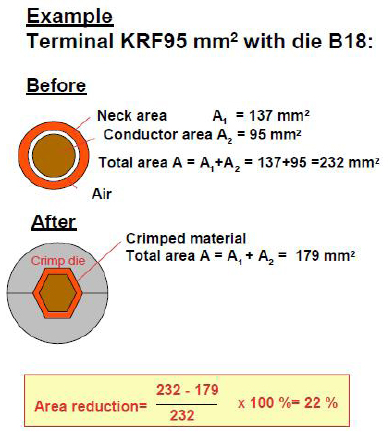
Various compression - > 10mm2
Properties after crimping eg1

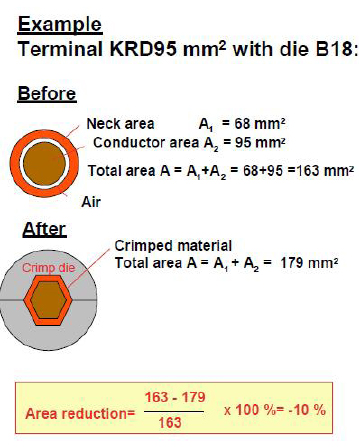
Properties after crimping eg2
Properties after crimping eg3

Properties after crimping eg2 & eg3
Properties after crimping - summary
General Inspection
Correct reference relative to conductor size
•Stranded or Flexible conductor
•Correct die has been used
•Free from flash or burrs –detrimental to performance
•No insulation in the barrel
•Excess grease is wiped off cable and connector
•If inspection hole on lug, check conductor is fully inserted
Mechanical Inspection

•Preparation of Conductors
•Assembly of Connectors
•Inspection of Mechanical Connections
•Bolting of terminal lugs to equipment
•Preparation of surfaces on connector palms and equipment
•Bolting of connections
•Connections between the same metals
•Connections between dissimilar metals
•Recommended torque wrench settings for aluminium and copper
Maintenance/Service/Calibration
•Tooling should be certified by an authorised body before being
used and then periodically, (NOT exceeding 12 months), or, if
doubts arise as to the quality of the crimping performance.
Tools and associated parts should be numbered for identification
and records of repair, performance and certification kept in a
file by the user
•Tools and associated parts should be numbered for
identification and records of repair, performance and
certification kept in a file by the user
•Inspect hose and hose connections
•Check that there is no leakage in the pump, connections or
press-head
•Inspect the electrical cable and accessories
•Inspect quick coupling on press-head
•Polish the surface on the dies by using a soft polishing cloth
or abuffing wheel together with some polish
•Keep everything clean
•Check the pressure in the pump with a pressure-gauge
•Check the oil-level in the pump
•Inspect hose and hose connections - Check that there are no
leaks in the pump, connections or press-head - Inspect the
electrical cable and accessories - Inspect quick couplings on
press-head - Polish the surface on the dies by using a soft
polishing cloth or a buffing wheel with polish - Keep everything
clean - Check the pressure in the pump with a pressure gauge -
Check the oil-level in the pump
Why choose a systemised approach?
All manufacturers optimise the interaction between crimp necks
and crimp dies - but not in the same way! Designs differ
heavily.
System designs have marks and engravings to show that the proper
system components are used.
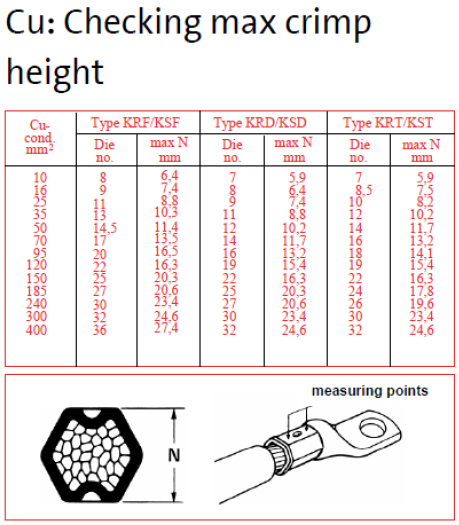
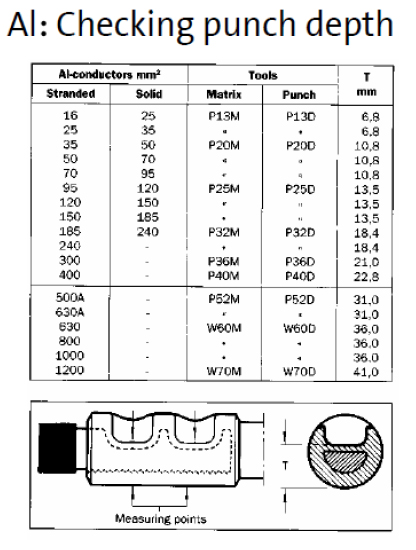
System crimps can be checked in accordance with measure tables
(crimp heights, etc)
Non-system settable tools are totally depending on the operators
ability, strength, interest etc.
Consequently the total quality assurance (i.a ISO9000) required
by customers today leaves no alternative to the use of a matched
system of crimp tools and connector elements.
The system
includes:-
•The tube terminal or through connector
•The crimping tool
•The conductor
•Trained operator
•The instructions
THE Most
Important component in a Quality Crimping System
is…..???
The Trained Operator!!
Why choose
Elpress UK?
0.1mm2 up to 1200mm2

Who has chosen the
Elpress UK Crimping System?
•ABB
•Siemens
•Areva
•Ericsson
•Nokia
•Bombardier
•Alstom
•Vestas
•BNFL
•BP
•Shell
•Chevron
•Exxon Mobil
•Saudi Aramco
•Qatar Petroleum
•Crown House Technologies
Some of the OGP Projects
•Shell Shearwater
•BP Andrew
•Shell Bonga
•Sakhallin
•Ras Lafan
•Sohar Aluminium Smelter – OMAN
•Dubai Metro
•TengizChevron
•Texaco Captain (Chevron)
•Borouge 2 – Adnoc (Abu Dhabi)
•Design Houses that have Specified
Elpress
Include:
•Bechtel
•Foster Wheeler
•Worley Parsons
•Haliburton – KBR
•Fluor
Can all of
these be wrong?
and because otherwise, this can happen...

For more information, visit our new site:
BS7609 & BS7727: British Standards for
Crimping
 |